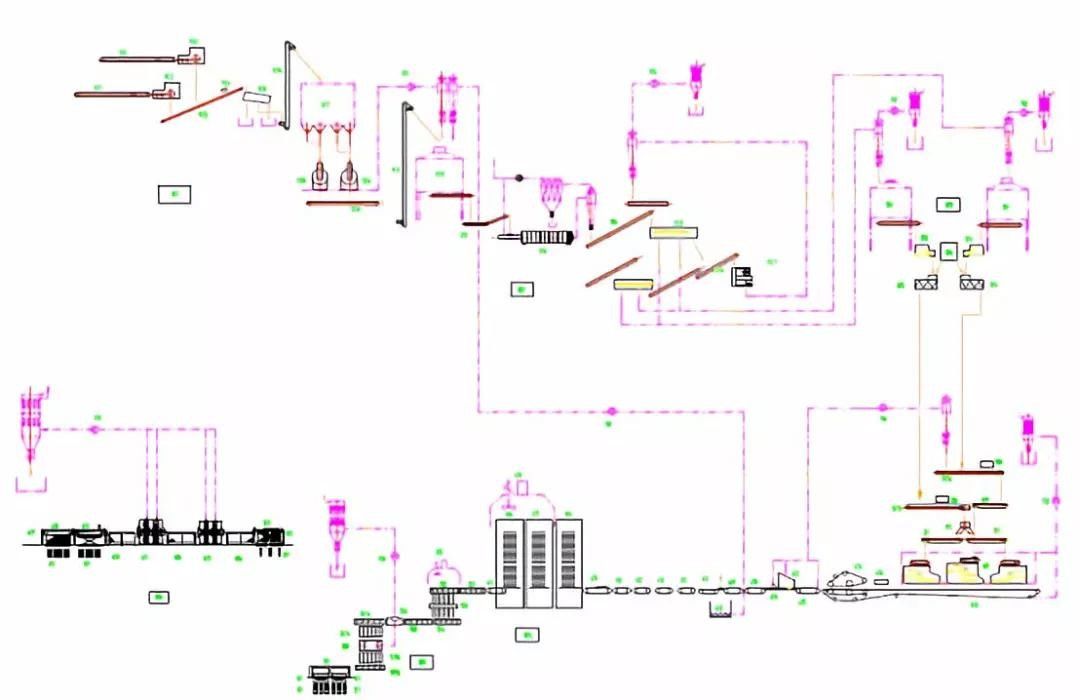
High Productivity Full Automatic PB (Particle Board) Production Line
What is PB ?
Particle board – also known as particleboard, low-density fibreboard (LDF), and chipboard – is an engineered wood product manufactured from wood chips, sawmill shavings, or even sawdust, and a synthetic resin or other suitable binder, which is pressed and extruded. Oriented strand board, also known as flakeboard, waferboard, or chipboard, is similar but uses machined wood flakes offering more strength. All of these are composite materials that belong to the spectrum of fiberboard products.
Characteristics
Particle board is cheaper, denser and more uniform than conventional wood and plywood and is substituted for them when cost is more important than strength and appearance. Particleboard can be made more appealing by painting or the use of wood veneers on visible surfaces. Though it is more dense than conventional wood, it is the lightest and weakest type of fiberboard, except for insulation board. Medium-density fibreboard and hardboard, also called high-density fiberboard, are stronger and denser than particleboard. Different grades of particleboard have different densities, with higher density connoting greater strength and greater resistance to failure of screw fasteners.
A significant disadvantage of particleboard is its susceptibility to expansion and discoloration from moisture absorption, particularly when it is not covered with paint or another sealer. Therefore, it is rarely used outdoors or in places where there are high levels of moisture, except in bathrooms, kitchens and laundries, where it is commonly used as an underlayment shielded beneath a moisture resistant continuous sheet of vinyl flooring.
In dry environments, veneered particleboard is preferred over veneered plywood because of its stability, lower cost, and convenience.
Manufacturing
Particleboard or chipboard is manufactured by mixing wood particles or flakes together with a resin and forming the mixture into a sheet. The raw material is fed into a disc chipper with between four and sixteen radially arranged blades. The chips from disk chippers are more uniform in shape and size than from other types of wood chippers. The particles are then dried, and any oversized or undersized particles are screened out.
Resin is then sprayed as a fine mist onto the particles. Several types of resins are used. Amino-formaldehyde based resins are the best performing based on cost and ease of use. Urea Melamine resins offer water resistance with more Melamine offering higher resistance. It is typically used in external applications, with the coloured resin darkening the panel. To further enhance the panel properties, resorcinol resins can be mixed with phenolic resins, but that is more often used with marine plywood applications.
Panel production involves other chemicals including wax, dyes, wetting agents and release agents, to aid processing or make the final product water resistant, fireproof, or insect proof.
After the particles pass through a mist of resin sufficient to coat all surfaces, they are layered into a continuous carpet. This 'carpet' is then separated into discrete, rectangular 'blankets' which will be compacted in a cold press. A scale weighs the flakes, and they are distributed by rotating rakes. In graded-density particleboard, the flakes are spread by an air jet that throws finer particles further than coarse ones. Two such jets, reversed, allow the particles to build up from fine to coarse and back to fine.
The formed sheets are cold-compressed to reduce thickness and make them easier to transport. Later, they are compressed again, under pressures between 2 and 3 megapascals (290 and 440 psi) and temperatures between 140 and 220 °C (284 and 428 °F) to set and harden the glue. The entire process is controlled to ensure the correct size, density and consistency of the board.
The boards are then cooled, trimmed and sanded. They can then be sold as raw board or surface improved through the addition of a wood veneer or laminate surface.
|
ITEM
|
INDEX
|
|
Raw Material
|
Pine,
Poplar,
Fir
|
|
Glue Type
|
MDI,
PF,
UF
|
|
Hot Press
|
Multi-opening Press,
Continuous Press
(4 ft, 8 ft, 12 ft)
|
|
Design capacity
|
50000,
150000,
250000 Cubic Meters
|
If you are interested, do not hesitate to contact me.
REGARDS!


 Your message must be between 20-3,000 characters!
Your message must be between 20-3,000 characters!